


Description
Stainless Steel Stamping & Stamped Parts – Custom Manufacturer India
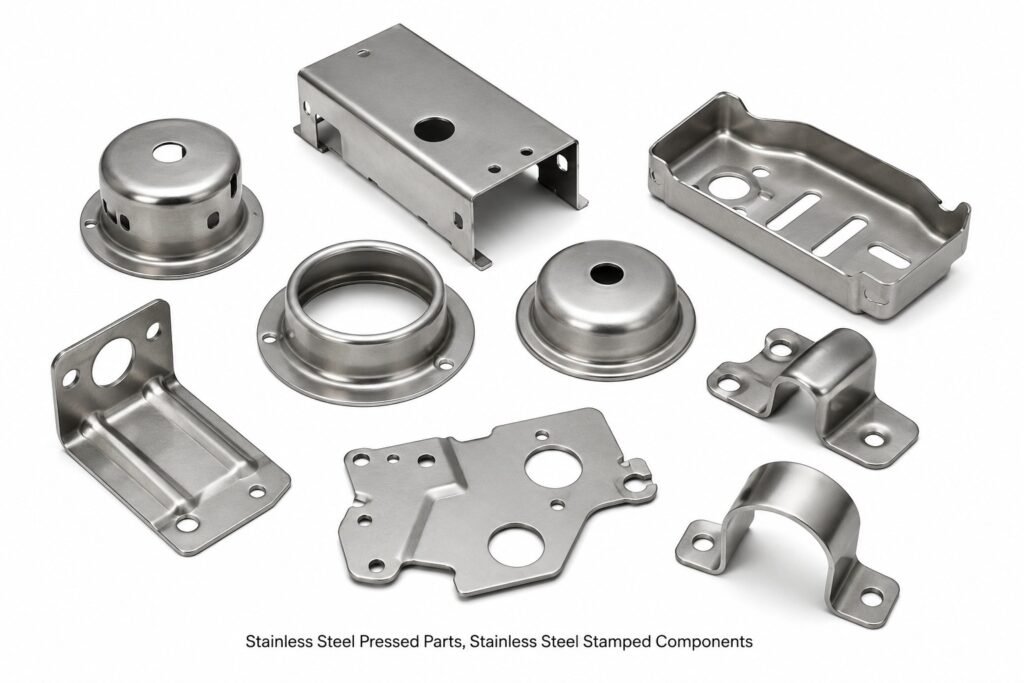
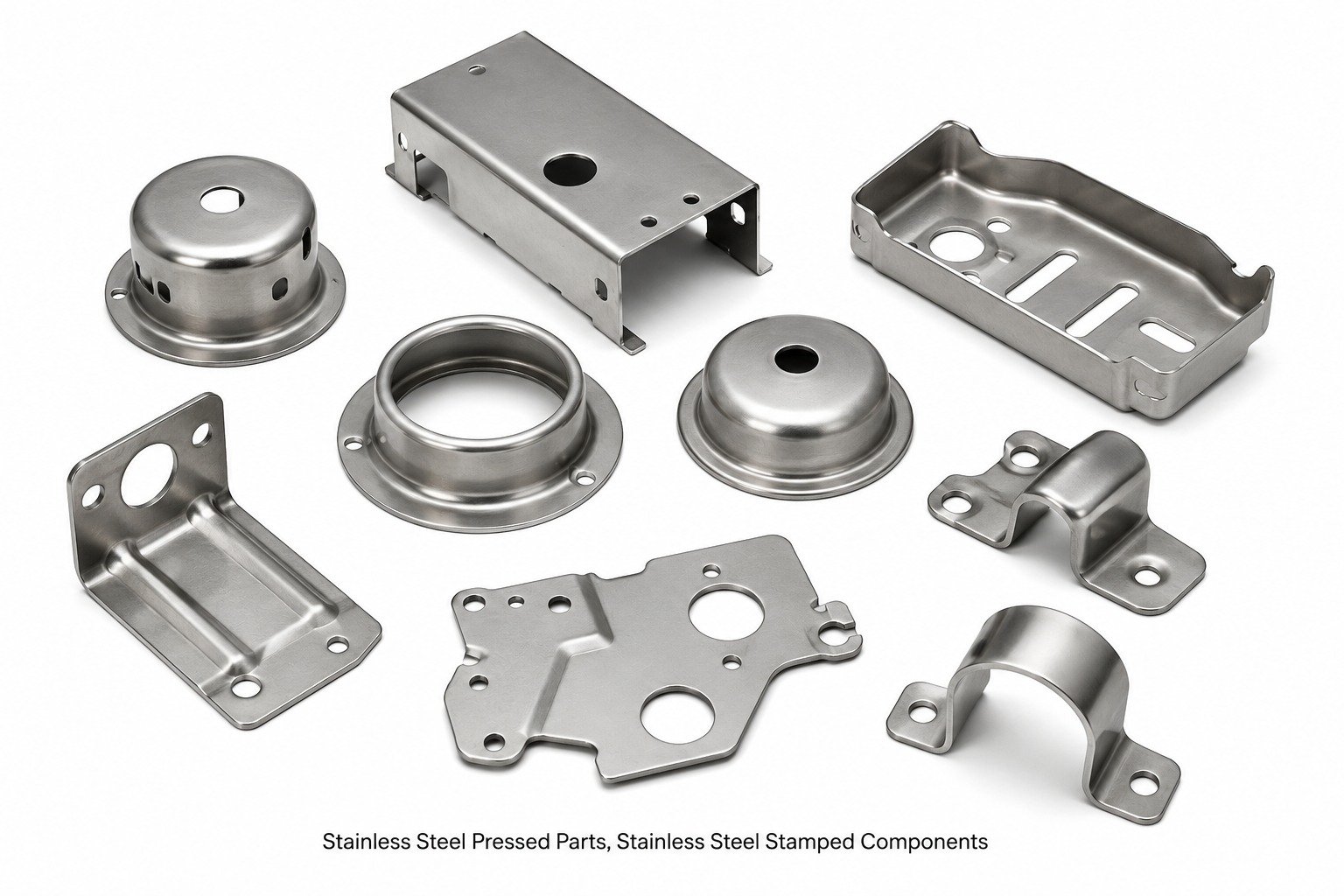
Stainless Steel Fittings India is a precision stainless steel stamping manufacturer producing custom stainless steel stamped parts for electrical OEMs, automotive Tier-1/2 suppliers, industrial equipment manufacturers, medical device companies, and consumer product brands. Our capabilities encompass deep drawing, progressive die stamping, compound die stamping, blanking, coining, embossing, piercing, and forming of SS 304, SS 316, SS 316L, SS 430, and SS 201 grades from 0.3 mm to 8 mm thickness. From simple blanked brackets to complex multi-stage deep-drawn enclosures, Stainless Steel Fittings India delivers high-volume SS stampings with dimensional precision and full material traceability. Price: US$ 10.90/Kilogram
Product Overview – Stainless Steel Stamping & Stamped Parts
Stainless steel stamped parts are formed by applying compressive force through hardened tool steel dies to SS sheet or coil stock, permanently deforming the material into the required shape without removing metal. Stamping processes are classified as blanking (cutting), forming (bending/drawing), and combining operations. The process delivers high dimensional repeatability at production rates from hundreds to millions of parts per shift, making it the most cost-effective metal forming method for volume SS component manufacture.
Progressive Die Stamped Components
Progressive die stamping simultaneously performs multiple operations — blanking, piercing, bending, embossing, coining — in a single die set across a strip of SS sheet. Suitable for complex 2D and shallow 3D parts with tight tolerances. Applications include SS terminal brackets, contact clips, spring contacts, bus bar connection plates, relay housings, switchgear mounting clips, shielding plates, and chassis bracket sets for electrical OEM assemblies. Tolerances achievable: ±0.05 mm on critical dimensions.
Deep Drawn Stainless Steel Parts
Deep drawing converts flat SS sheet blanks into hollow cups, cylinders, boxes, cones, and complex enclosure forms through progressive die stages. Used for manufacturing SS sensor housings, instrument enclosures, food-grade containers, pressure vessel end caps, aerosol can bodies, automotive fuel filter housings, and medical instrument cups. Material draw ratios up to 2.2:1 achievable in austenitic SS 304/316. Wall thickness control and surface finish quality are critical deliverables in deep drawn SS parts.
Blanked & Pierced SS Components
Precision blanked SS discs, rings, washers, gaskets, shims, plates, and perforated components are produced from SS 304/316/430 coil on high-speed mechanical presses. Blanking tolerances of ±0.1 mm are standard; fine blanking achieves ±0.02 mm on critical shear-edge components. Used for SS washers, valve seat discs, orifice plates, shim sets, disc springs, diaphragm blanks, and filter element discs.
Coined & Embossed SS Parts
Coining and embossing operations in SS produce raised lettering, logos, dimensional datum features, stiffening ribs, identification marks, and precise thickness control on critical areas. Used for SS name plates, electrical enclosure identification panels, calibration shims, precision distance pieces, and decorative architectural SS components requiring defined surface relief patterns.
Multi-Stage Compound Die & Transfer Press Parts
Complex 3D SS stampings requiring multiple forming stages are produced on transfer press lines where blank parts are automatically transferred between stations. Applications include automotive exhaust flanges, heat shield stampings, structural brackets, large-format deep-drawn trays, and electrical panel chassis parts. Transfer press capability up to 400-ton press force for heavy-gauge SS components.
Post-Stamping Operations & Secondary Processes
In-house secondary operations include deburring (tumble/vibratory/manual), TIG and spot welding, resistance welding, tapping, thread insertion (PEM nuts, rivet nuts), passivation, electropolishing, laser marking, and assembly. These value-added services allow supply of complete sub-assemblies rather than loose stampings, simplifying customer supply chains and reducing inbound handling costs.
Key Features
- Processes: Blanking, piercing, deep drawing, coining, embossing, bending, forming
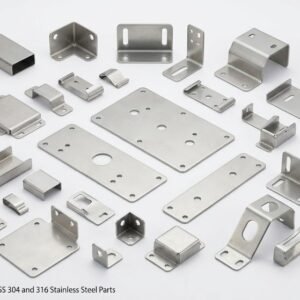
- Material grades: SS 201, 304, 304L, 316, 316L, 430, 2205 Duplex
- Thickness range: 0.3 mm – 8 mm (standard); heavier on request
- Dimensional tolerance: ±0.05 mm progressive die; ±0.02 mm fine blanking
- Press capacity: 25-ton to 400-ton mechanical and hydraulic presses
- Annual capacity: up to 5 million parts per product SKU
- In-house tooling: fast tool development, prototype-to-volume capability
- Full first-article inspection (FAI) and PPAP documentation available
Precision Tooling & Dimensional Repeatability
All stamping tooling is designed and manufactured in-house using CAD/CAM and CNC machining of D2, DC53, and carbide punch/die steel. Tool life extends to 2–5 million strokes per maintenance interval on SS stampings. Progressive die sets include misfeeding detection sensors, die protection systems, and automatic strip lubrication for uninterrupted high-speed production. First-article approval drawing review available for OEM qualification processes.
Material Utilisation & Scrap Optimisation
Strip nesting software optimises blank layout in progressive dies, achieving 75–90% material utilisation rates on SS strip. Skeleton scrap is segregated by grade and sold as SS scrap at current market rates, reducing effective raw material cost. Material certification traceability from coil to finished part is maintained for aerospace and medical OEM customers requiring full material genealogy.
Surface Finish for Stamped SS Parts
Deep-drawn and formed SS parts retain their original 2B or BA mill finish on unexposed surfaces. Visible surfaces can be maintained at No.4 brushed or No.8 mirror finish using in-house polishing. Passivation per ASTM A967 improves the natural oxide layer for improved corrosion resistance. Electropolishing per ASTM B912 provides ultra-clean, low-Ra surfaces for pharmaceutical and biotech applications.
OEM Part Approval & Documentation
PPAP (Production Part Approval Process) level 1–3 documentation is available for automotive OEM customers. FAI (First Article Inspection) per AS9102 for aerospace and defence. Material Test Reports (MTR) per EN 10204 2.2 or 3.1 available. IMDS submission capability for automotive material data reporting. CMM measurement reports for critical-dimension stampings.
Food-Grade & Medical SS Stampings
SS 316L stampings for medical devices, pharmaceutical equipment, and food contact applications are manufactured under enhanced cleanliness protocols. No cutting oils with chlorinated additives, no carbon steel tooling contact, passivation to ASTM A967, and Ra surface measurement reports accompany each lot. Suitable for FDA 21 CFR and EU 10/2011 food-contact material compliance.
Technical Specifications
| Parameter | Specification |
|---|---|
| Stamping Processes | Blanking, Piercing, Deep Drawing, Coining, Embossing, Progressive Die |
| Material Grades | SS 201, 304, 304L, 316, 316L, 430, 2205 Duplex |
| Sheet Thickness | 0.3 mm – 8.0 mm |
| Part Size Range | 5 mm × 5 mm to 600 mm × 600 mm (press-dependent) |
| Dimensional Tolerance | ±0.05 mm (progressive die); ±0.02 mm (fine blanking) |
| Press Capacity | 25 ton – 400 ton mechanical and hydraulic |
| Surface Finish | 2B, BA, No.4, No.8, Electropolished, Passivated |
| Volume Capacity | Up to 5 million parts/year per SKU |
| Standards | ASTM A240, EN 10088, ISO 9001:2015, PPAP, AS9102 FAI |
| Price | US$ 10.90 / Kilogram |
Material Grade & International Equivalents
| Grade | UNS | EN/W.Nr. | DIN | JIS | AISI |
|---|---|---|---|---|---|
| SS 304 | S30400 | 1.4301 | X5CrNi18-10 | SUS 304 | AISI 304 |
| SS 304L | S30403 | 1.4307 | X2CrNi18-9 | SUS 304L | AISI 304L |
| SS 316 | S31600 | 1.4401 | X5CrNiMo17-12-2 | SUS 316 | AISI 316 |
| SS 316L | S31603 | 1.4404 | X2CrNiMo17-12-2 | SUS 316L | AISI 316L |
| SS 430 | S43000 | 1.4016 | X6Cr17 | SUS 430 | AISI 430 |
| SS 201 | S20100 | 1.4372 | X12CrMnNiN17-7-5 | SUS 201 | AISI 201 |
Product Types & Variants
| Process Type | Typical Parts | Key Industries |
|---|---|---|
| Progressive Die Stamping | Terminals, contacts, spring clips, bracket sets, shields | Electrical OEM, Electronics, Automotive |
| Deep Drawing | Housings, cups, cylinders, enclosures, canisters | Medical, Automotive, Pressure Vessels |
| Blanking & Piercing | Discs, washers, gaskets, plates, shims, orifice plates | Oil & Gas, Valve, Instrumentation |
| Coining & Embossing | Name plates, shims, datum components, decorative panels | Architectural, Electrical, Precision Engineering |
| Transfer Press Stamping | Large brackets, heat shields, chassis, flanges | Automotive, Power Generation |
| Fine Blanking | Valve seats, gear-form blanks, precision plates | Hydraulics, Medical Devices, Defence |
Applications by Industry
| Industry | Application |
|---|---|
| Electrical & Switchgear OEM | Terminal clips, mounting brackets, bus bar connectors, shielding stampings |
| Automotive Tier-1/2 | Exhaust heat shields, fuel filter housings, sensor housings, structural brackets |
| Medical Devices | Surgical instrument components, implant tooling parts, diagnostic device housings |
| Food Processing Equipment | Hygienic deep-drawn containers, valve components, conveyor parts |
| Electronics & Telecommunications | EMI/RFI shielding, connector housings, PCB mounting hardware |
| Valve & Instrumentation | Valve discs, orifice plates, diaphragms, sensor diaphragm blanks |
| Architectural & Decorative | Embossed panels, perforated sheets, cladding components |
Manufacturing Process
SS coil is received with mill test certificates and slit to required strip widths in-house. Strip is fed into progressive die sets on mechanical or hydraulic presses. Progressive stations perform blanking, piercing, notching, forming, coining, and cut-off operations sequentially. Deep draw parts undergo multi-stage redrawing with intermediate annealing for high draw ratios. Post-stamping operations include deburring, vibratory finishing, TIG/spot welding, tapping, passivation, and electropolishing as required. CMM inspection of first articles and statistical sampling of production batches ensures dimensional conformance. Traceability records link each finished batch to the originating SS coil heat number.
Quality Standards & Certifications
- ISO 9001:2015 – Quality Management System
- ASTM A240 / A480 – Stainless steel sheet and strip
- EN 10088-2 – Stainless steel flat products (European)
- ASTM A967 – Chemical Passivation Treatments
- ASTM B912 – Electropolishing of Stainless Steels
- PPAP (Level 1–3) – for Automotive OEM customers
- AS9102 FAI – for Aerospace/Defence customers
- EN 10204 3.1 – Material Test Reports
Why Choose Stainless Steel Fittings India
- In-house tooling: rapid NPI, low tooling cost, fast engineering changes
- Multi-process capability: blanking, deep drawing, progressive die, fine blanking, coining
- 25-ton to 400-ton press capacity; 0.3 mm to 8 mm material thickness range
- Competitive pricing from US$ 10.90/kg; volume and blanket order discounts available
- PPAP, FAI, and EN 10204 3.1 documentation capability
- Export experience to USA, UK, Germany, UAE, Japan, South Korea, Australia
Frequently Asked Questions
What stainless steel grades are available for stamping?
We stamp SS 201, 304, 304L, 316, 316L, 430, and 2205 Duplex. Grade selection depends on corrosion requirements, formability needs, and cost targets.
What is the minimum and maximum sheet thickness for stamping?
Standard range is 0.3 mm to 8 mm. Thicker material stamping and forming is available via hydraulic press on special request.
What dimensional tolerance can be achieved?
Progressive die stamping achieves ±0.05 mm on critical dimensions. Fine blanking can achieve ±0.02 mm with perpendicular shear edges. CMM-verified first article inspection reports are available.
Do you offer PPAP documentation for automotive customers?
Yes. PPAP Level 1 through Level 3 documentation packages are available. Full dimensional reports, material certifications, and process capability (Cpk) data are included.
Can you perform secondary operations like welding and tapping?
Yes. In-house secondary operations include TIG welding, spot welding, resistance welding, tapping, thread insertion, passivation, electropolishing, and laser marking.
What is the tooling lead time?
Simple blanking and bending tools: 2–3 weeks. Progressive die tools: 4–6 weeks. Complex deep draw tooling: 6–10 weeks. Prototype tools are available faster for initial sampling.
Are your stampings suitable for food or medical use?
Yes. SS 304 and SS 316L stampings are manufactured under food-safe protocols with passivation per ASTM A967. Electropolishing for medical/pharma applications provides Ra < 0.4 μm surfaces compliant with FDA and EU food contact regulations.
What are equivalent terms in other languages?
Spanish: Estampado de acero inoxidable, Piezas troqueladas inox, Embutición profunda inoxidable, Piezas prensadas acero
Russian: Штамповка из нержавеющей стали, Детали из нержавейки штампованные, Вытяжка нержавеющих деталей, Прессованные детали из нержавейки
French: Emboutissage inox, Pièces embouties acier inoxydable, Découpage poinçonnage inox, Pièces matricées inoxydables
Portuguese: Estampagem em aço inox, Peças estampadas inoxidáveis, Embutimento profundo inox, Peças prensadas aço inox
Italian: Stampaggio acciaio inox, Particolari stampati inox, Imbutitura profonda inossidabile, Pezzi tranciati acciaio inox
Related Products
Explore our full range: Stainless Steel Pressed-Stamped Parts | Stainless Steel Sink Strainers | Stainless Steel Pipe Brackets | Stainless Steel Pipe Clamps | Stainless Steel Sheet Metal Parts
Request a Quote
Send us your drawing, 3D model, or sample part for a competitive quotation on stainless steel stamping. Price from US$ 10.90/kg. Tooling quotations provided. OEM supply programmes and project-based orders welcome.











Reviews
There are no reviews yet.