

Introduction: What Is Stainless Steel and Why Does Its History Matter?
Stainless steel is one of the most transformative materials in the history of human civilization. From the gleaming spires of modern skyscrapers to the surgical instruments that save lives in hospital operating theatres, from the pipelines that carry oil across continents to the humble kitchen cutlery on your dining table — stainless steel is everywhere. Yet despite its ubiquity, the story of how this extraordinary alloy was discovered, developed, and manufactured at a global scale remains surprisingly underappreciated.
The history of stainless steel manufacturing is not a single eureka moment but rather a tapestry of scientific curiosity, industrial ambition, wartime necessity, and relentless innovation spanning more than two centuries. It is a story that crosses national borders — from England to France, from Germany to the United States — and involves some of the greatest metallurgical minds the world has ever produced.
This comprehensive guide traces the full arc of stainless steel’s history, from the earliest understanding of iron and corrosion to the sophisticated, highly automated manufacturing processes of the 21st century. Whether you are a metallurgy student, an industrial engineer, a materials scientist, or simply a curious reader, this article will give you a thorough, authoritative understanding of how stainless steel came to be and how it is made today.
1. The Ancient World: Iron, Rust, and the Search for Durability
To understand the history of stainless steel, we must first understand the problem it was designed to solve: corrosion. Iron, one of the most abundant elements on Earth, has been used by humans for more than 3,000 years. The Iron Age, which began around 1200 BCE across various parts of the world, ushered in an era of agricultural tools, weapons, and infrastructure that fundamentally transformed human society.
But iron has a critical weakness — it corrodes. When exposed to oxygen and moisture, iron undergoes a chemical reaction known as oxidation, producing iron oxide, commonly known as rust. This rust is structurally weak, flaky, and expansive, eating away at the metal from the surface inward. Ancient civilisations were acutely aware of this problem. Blacksmiths across the ancient world experimented with various coatings, tempering techniques, and alloying methods to reduce the rate of rusting, but none of their solutions proved truly durable over the long term.
The Romans, for instance, applied oils and waxes to their iron tools and armour to create a moisture barrier. In India, the famous Iron Pillar of Delhi — erected circa 415 CE during the reign of Chandragupta II — remains largely rust-free to this day, a fact that puzzled scientists for centuries. Modern analysis has revealed that the pillar’s high phosphorus content and low sulphur and manganese levels create a protective passivating layer of misawite (iron oxyhydroxide), providing a rudimentary form of the corrosion resistance that stainless steel would later perfect.
These early instances demonstrate humanity’s long-standing desire for a metal that could resist the relentless degradation caused by the environment. It would take another 1,400 years, however, before science developed the theoretical framework to deliberately engineer such a material.
2. The Discovery of Chromium: The Key Ingredient (1797–1850)
The scientific story of stainless steel begins in earnest with the discovery of chromium. In 1798, French chemist Louis Nicolas Vauquelin isolated chromium (from the Greek word chroma, meaning colour, due to the vivid colours of its compounds) from a mineral called crocoite (lead chromate). This discovery was a landmark moment in chemistry, but its metallurgical significance would not be appreciated for decades.
Early in the 19th century, scientists began experimenting with iron-chromium alloys. In 1821, French mineralogist Pierre Berthier discovered that iron-chromium alloys were resistant to certain acids. He proposed that these alloys could be used in cutlery manufacturing — a remarkably prescient suggestion, though the alloys he produced were too brittle to be practically useful. The carbon content in Berthier’s alloys was far too high, making them hard but ultimately too fragile for commercial applications.
Throughout the mid-19th century, several European metallurgists and chemists published studies on the properties of iron-chromium alloys. British metallurgist Robert Forester Mushet conducted notable work on chromium steels, but the concept of a truly stainless alloy — one that would resist corrosion under a wide variety of conditions — remained elusive. The fundamental challenge was reducing the carbon content of the alloy while maintaining a sufficient chromium percentage to achieve true corrosion resistance.
Meanwhile, the broader steel industry was undergoing its own revolution. In 1856, British inventor Sir Henry Bessemer patented the Bessemer process, enabling the mass production of steel from pig iron for the first time. This dramatically reduced the cost of steel and catalysed industrialisation across Europe and North America. The stage was now set for the next great leap: discovering an alloy that could resist corrosion as effectively as it could resist mechanical stress.
3. The Critical Breakthrough: Understanding Passivation (1890–1910)
The theoretical key to stainless steel is a phenomenon called passivation. When chromium is present in steel at a concentration of approximately 10.5% or more by mass, it reacts with atmospheric oxygen to form a thin, stable, invisible layer of chromium oxide (Cr₂O₃) on the surface of the metal. This layer, just a few nanometres thick, acts as a self-repairing barrier that prevents oxygen and moisture from reaching the underlying iron, effectively stopping corrosion.
The understanding of passivation as a chemical phenomenon developed gradually during the late 19th and early 20th centuries. German chemists, in particular, were deeply interested in the electrochemical properties of iron-chromium alloys. In 1904, Léon Guillet, a French metallurgist, produced several iron-chromium and iron-chromium-nickel alloys and published detailed analyses of their microstructures. However, Guillet did not test these alloys for corrosion resistance, and his work — while scientifically important — did not lead directly to commercial stainless steel.
Around the same time, Phillip Monnartz and Wilhelm Borchers in Germany were conducting systematic studies of chromium steels and came close to articulating the role of chromium content in corrosion resistance. Monnartz’s 1911 paper formally described the passivation phenomenon and established the critical threshold of approximately 10.5% chromium — a finding that is still considered foundational to stainless steel metallurgy today.
4. The Simultaneous Discovery of Stainless Steel (1912–1913)
The formal discovery of stainless steel is one of the most fascinating cases of simultaneous, independent invention in the history of materials science. Between 1912 and 1913, at least three different researchers in two countries independently stumbled upon the corrosion-resistant properties of high-chromium iron alloys, each approaching the problem from a different industrial angle.
Harry Brearley — Sheffield, England (1913)
Harry Brearley is perhaps the most famous name in the history of stainless steel. Born in 1871 in Sheffield — then the undisputed capital of the British steel industry — Brearley worked as a metallurgist at the Brown Firth Research Laboratory. In 1913, he was tasked with finding a material for gun barrels that could resist the erosive effects of heat and repeated firing.
While testing various iron-chromium alloys, Brearley noticed that a particular alloy containing approximately 12.8% chromium and 0.24% carbon was unusually resistant to corrosion. When he discarded samples of this alloy on the scrap heap, he noticed that while other steel samples rusted, these particular pieces remained shiny and bright even after weeks of exposure to the elements.
Brearley immediately recognised the commercial potential of his discovery. He contacted cutlery manufacturer R.F. Mosley of Sheffield, who produced the first stainless steel cutlery in 1914. Brearley coined the term “rustless steel” — it was actually a local cutlery manager, Ernest Stuart, who later popularised the term “stainless steel”, recognising it as a more commercially appealing name.
Elwood Haynes — Indiana, USA (1912)
Across the Atlantic, American metallurgist and inventor Elwood Haynes was independently experimenting with chromium-containing alloys. In 1912, Haynes produced an iron-chromium alloy that exhibited excellent corrosion resistance and applied for a US patent. His motivations were primarily in the material’s suitability for cutlery and consumer applications. After years of litigation, the US Patent Office awarded Haynes the priority date for the American patent.
Eduard Maurer and Benno Strauss — Germany (1912)
Meanwhile, in Germany, Eduard Maurer and Benno Strauss at Krupp Steel Works were developing austenitic stainless steels — specifically the iron-chromium-nickel alloys that would eventually become the 18/8 stainless steel (18% chromium, 8% nickel) widely used today. Their work was patented in Germany in 1912 and laid the foundation for the austenitic grades that now constitute the majority of global stainless steel production. Their contribution was arguably the most commercially significant, as austenitic stainless steels are tougher, more ductile, non-magnetic, and offer superior corrosion resistance across a wider range of environments.
5. Early Commercial Production: Sheffield and Beyond (1914–1920s)
The years immediately following the discovery of stainless steel were marked by a scramble to develop commercially viable manufacturing processes. Sheffield, with its deep expertise in steel production, naturally became the epicentre of early stainless steel manufacturing in Britain. Firth Vickers Stainless Steels became one of the first companies to produce stainless steel commercially. In the United States, the Ludlum Steel Company and Carpenter Steel began producing stainless steel under licence, rapidly expanding production capacity to meet growing demand.
Initial applications were primarily in cutlery, surgical instruments, and industrial equipment where corrosion resistance was paramount. The material’s high cost and the technical challenges of working with it (stainless steel is significantly harder to machine, weld, and form than ordinary carbon steel) initially limited its applications to premium products and specialised industrial uses.
Despite these challenges, the properties of stainless steel were so clearly superior in corrosion-prone applications that demand grew rapidly throughout the 1920s. Architects began to take notice of the material’s aesthetic qualities — its bright, reflective surface and resistance to weathering made it ideal for decorative applications on buildings.
6. The Art Deco Era: Stainless Steel Goes Architectural (1920s–1930s)
Perhaps no single structure better illustrates the early romance between architecture and stainless steel than the Chrysler Building in New York City, completed in 1930. Its iconic eagle gargoyles and stunning sunburst crown are clad in Nirosta stainless steel (a proprietary grade developed by Krupp), and they remain as brilliant today as when first installed — a testament to the material’s extraordinary durability.
The Art Deco movement of the 1920s and 1930s embraced stainless steel’s aesthetic qualities enthusiastically. The metal’s bright, mirror-like finish aligned perfectly with the movement’s celebration of modernity, technology, and industrial progress. Lobby interiors, elevator doors, furniture, and decorative panels across the United States and Europe began to feature stainless steel prominently.
In 1934, the famous Burlington Zephyr streamlined train, introduced by the Chicago, Burlington and Quincy Railroad, was constructed almost entirely of stainless steel. The Zephyr’s gleaming exterior made it an icon of American modernity and demonstrated that stainless steel could be used for large-scale structural applications, not just decorative or small-scale industrial ones.
The food processing and dairy industries also began adopting stainless steel during this period. Health authorities in Britain and the United States began recommending stainless steel for food contact surfaces in the 1930s, recognising that its non-porous, easy-to-clean surface dramatically reduced bacterial contamination compared to alternatives like tin, copper, or painted iron.
7. World War II and the Acceleration of Stainless Steel Manufacturing (1939–1945)
The outbreak of World War II had a profound impact on the stainless steel industry. The demands of modern warfare — for aircraft, naval vessels, weapons, and medical equipment — placed enormous pressure on steel manufacturers to increase production capacity and develop new alloys suited to extreme conditions.
Stainless steel proved invaluable in numerous military applications. Aircraft jet engines, then in their earliest stages of development, required materials that could withstand extreme temperatures and oxidising conditions. Stainless steel’s heat resistance and oxidation resistance made it a critical material for early jet engine components, including combustion chambers and exhaust systems.
Surgical and medical equipment made from stainless steel became the standard of care for field hospitals, offering durability, sterilisability, and corrosion resistance that saved countless lives. The development of stainless steel surgical instruments, needles, and implants during and after the war established the medical-grade standards — particularly AISI 316L, with its low carbon content and added molybdenum — that persist to this day.
The war also drove significant advances in welding technology for stainless steel. The development of stabilised grades (such as AISI 321, stabilised with titanium, and AISI 347, stabilised with niobium) and low-carbon grades (such as 304L and 316L) during and after the war solved the critical challenge of sensitisation during welding, fundamentally changing what was possible with stainless steel fabrication.
8. Post-War Expansion: The Golden Age of Stainless Steel (1950s–1970s)
The post-war period witnessed an explosion in stainless steel production that transformed it from a speciality material into a true commodity. Rapid industrialisation, rising living standards, growth of the petrochemical industry, and the expansion of nuclear power all drove extraordinary demand for stainless steel. Global production grew from roughly 1 million tonnes per year in the late 1940s to over 5 million tonnes by the mid-1960s.
New grades were developed to meet the specific demands of emerging industries. Duplex stainless steels were refined significantly in this era, offering a two-phase microstructure that provided superior strength and stress corrosion cracking resistance for the oil and gas industry. Precipitation-hardening grades (such as 17-4 PH) were developed for aerospace applications requiring ultra-high strength combined with corrosion resistance. Super-austenitic grades with higher molybdenum and nitrogen content were developed for highly aggressive chemical processing environments.
The electric arc furnace (EAF) became the dominant method of stainless steel production during this era, offering greater flexibility, lower energy consumption, and the ability to use recycled scrap metal as feedstock.
The most transformative development of this period was the introduction of the Argon Oxygen Decarburisation (AOD) process in 1968 by Union Carbide Corporation. The AOD process, which involves injecting a mixture of argon and oxygen into molten steel, allowed precise control of carbon content at a fraction of previous costs. This single innovation is widely credited with making low-carbon austenitic stainless steel affordable at commercial scale, fundamentally changing the economics of the entire industry.
9. The Modern Stainless Steel Manufacturing Process
Modern stainless steel manufacturing is a highly sophisticated, computer-controlled process that combines cutting-edge metallurgy with advanced engineering. The key stages are as follows:
Step 1 — Raw Material Selection and Melting: The process begins with proportioning raw materials — iron ore or scrap, ferrochromium, nickel, molybdenum, and other alloying elements. These are charged into an electric arc furnace (EAF) where temperatures exceeding 3,000°C melt the charge into a homogeneous liquid. Today, approximately 60–80% of all stainless steel produced globally contains recycled content, making it one of the most sustainable metals in common use.
Step 2 — Argon Oxygen Decarburisation (AOD): The molten steel is transferred to an AOD converter, where a controlled mixture of argon, oxygen, and sometimes nitrogen is blown through the melt. This removes excess carbon to below 0.03% — the threshold required for L-grade stainless steels — with remarkable consistency and efficiency, while minimising chromium losses.
Step 3 — Continuous Casting: The refined molten steel is cast into semi-finished forms (slabs, blooms, or billets) using continuous casting technology, which offers higher productivity and more consistent product quality than older ingot casting methods.
Step 4 — Hot Rolling: Cast slabs are reheated to above 1,000°C and passed through rolling mills that progressively reduce their thickness, shaping the steel into coils, sheets, plates, or bars depending on the intended application.
Step 5 — Annealing and Pickling: The steel is annealed to relieve internal stresses and restore corrosion-resistant properties, then pickled in a mixture of nitric and hydrofluoric acids to remove scale and restore the bright chromium oxide passive layer.
Step 6 — Cold Rolling: For products requiring smooth surface finish and tight dimensional tolerances, the steel undergoes further cold rolling at room temperature, achieving the precise specifications required by demanding applications in food processing, architecture, and medical devices.
Step 7 — Surface Finishing: The final step involves surface finishing, ranging from the matte 2B finish standard for industrial use to the mirror-bright No. 8 finish used in architectural and decorative applications, each suited to different functional and aesthetic requirements.
10. The Rise of Asia: Shifting Global Production (1980s–Present)
The geography of global stainless steel production has shifted dramatically over the past four decades. From a European and American-dominated industry in the mid-20th century, the locus of production has moved decisively to Asia. In 1980, global production stood at approximately 5 million tonnes per year, with Europe accounting for the largest share. By 2020, global output exceeded 52 million tonnes — more than 50 times the production level of 1950.
China’s rise has been the defining story of 21st-century stainless steel. In the late 1990s, China accounted for less than 5% of global production. By 2020, China accounted for more than 55% of global stainless steel production. The establishment of large-scale nickel pig iron (NPI) production in Indonesia, leveraging that country’s vast nickel ore reserves, has further transformed global supply chains.
India has also emerged as a significant and rapidly growing player. Indian companies like Jindal Stainless have invested heavily in modern production facilities, and India’s large manufacturing sector positions it as one of the most important stainless steel markets in the coming decades. Indian manufacturers have developed strong capabilities in stainless steel fittings, flanges, fasteners, pipes, and tubes — components in high demand across global oil and gas, chemical, pharmaceutical, and food processing industries.
11. Key Stainless Steel Grades and Their Historical Development
One of the most important aspects of stainless steel manufacturing history is the gradual development of a diverse family of grades, each optimised for specific applications. Today, there are more than 200 recognised grades, broadly classified into five families:
Austenitic stainless steels (300 series) are the most widely used, accounting for approximately 70% of global production. Characterised by excellent toughness, formability, and weldability, the most common grades are AISI 304 (18% Cr, 8% Ni) and AISI 316 (with added molybdenum). First developed by Maurer and Strauss at Krupp in 1912.
Ferritic stainless steels (400 series) contain chromium but minimal nickel, making them less expensive. They are magnetic, have moderate corrosion resistance, and are widely used in automotive exhaust systems and domestic appliances. AISI 430 is the most common ferritic grade.
Martensitic stainless steels are the oldest family, directly descended from Brearley’s original discovery. Higher carbon content allows hardening by heat treatment for applications such as cutlery, surgical instruments, and turbine blades.
Duplex stainless steels have a mixed austenite-ferrite microstructure, offering higher strength and better resistance to stress corrosion cracking, widely used in oil and gas, chemical processing, and desalination.
Precipitation-hardening stainless steels (such as 17-4 PH) achieve extremely high strength levels through heat treatment, used in aerospace, defence, and high-performance engineering applications.
12. Sustainability and the Future of Stainless Steel Manufacturing
As the global economy increasingly prioritises sustainability, the stainless steel industry has positioned itself as a leader in circular economy principles. Stainless steel is essentially 100% recyclable without any loss of properties, and its long service life means that end-of-life scrap is an increasingly important raw material feedstock.
The industry is investing heavily in reducing its environmental footprint through hydrogen-based direct reduction of iron ore, advanced electric arc furnace technology with improved energy efficiency, and development of new low-nickel grades that maintain performance while using less of the environmentally costly nickel. Life cycle assessment (LCA) studies consistently demonstrate that when stainless steel’s long service life and full recyclability are accounted for, its environmental performance compares favourably with competing materials.
The global stainless steel market is projected to grow from approximately $111 billion in 2022 to over $160 billion by 2030. Emerging applications in green hydrogen infrastructure — including electrolysers, storage tanks, and distribution piping — are expected to be a major growth driver, as stainless steel’s combination of corrosion resistance, hydrogen compatibility, and mechanical strength makes it ideal for these demanding new applications.
13. Stainless Steel Fittings and Components: A Specialised Manufacturing Discipline
The manufacturing of stainless steel fittings — including elbows, tees, reducers, flanges, couplings, and unions — represents a specialised sub-discipline within the broader stainless steel manufacturing world. These components play a critical role in piping systems across virtually every industrial sector, and their manufacture demands exceptional precision, consistent quality, and rigorous testing.
The primary manufacturing methods include forging (for high-pressure applications requiring excellent mechanical properties), investment casting (for complex shapes with tight tolerances, such as valve bodies and pump housings), and CNC precision machining from bar stock or forged blanks (for components where dimensional accuracy is paramount). Quality control involves chemical analysis, mechanical testing, non-destructive testing (radiography, ultrasonic inspection, dye penetrant testing), dimensional inspection, and pressure testing, all governed by international standards such as ASTM, ASME, EN, and DIN.
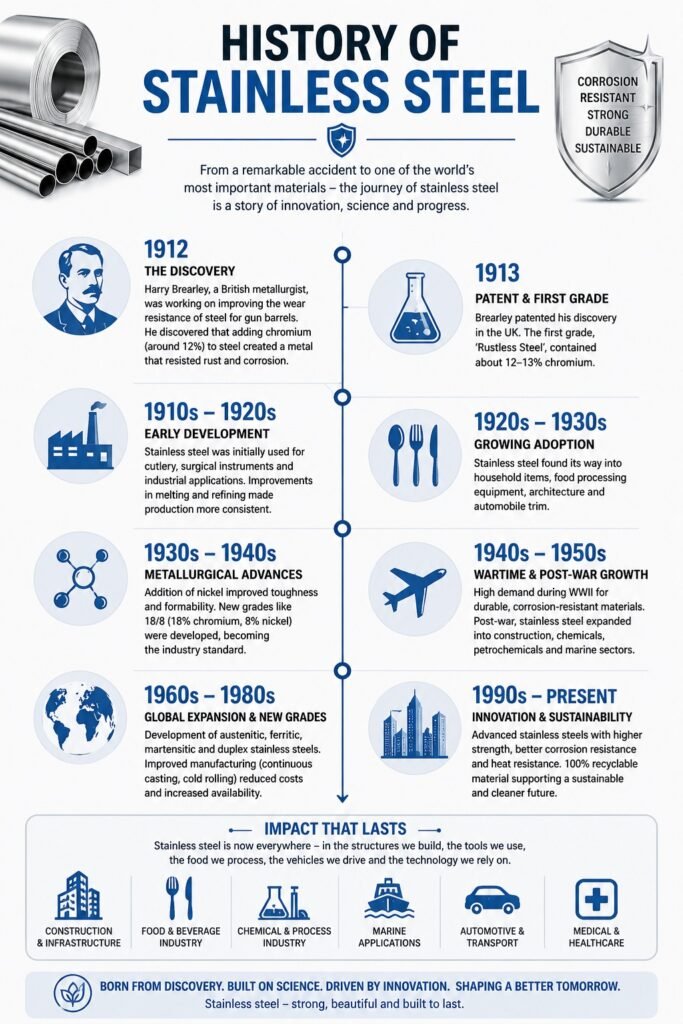
14. Stainless Steel Manufacturing Timeline: Key Milestones
- 1798 — Chromium isolated by Louis Nicolas Vauquelin
- 1821 — Pierre Berthier notes corrosion resistance of iron-chromium alloys
- 1856 — Bessemer process revolutionises steel production
- 1911 — Phillip Monnartz describes passivation; establishes 10.5% Cr threshold
- 1912 — Maurer and Strauss patent austenitic stainless steel in Germany; Haynes files US patent
- 1913 — Harry Brearley discovers stainless steel in Sheffield; first stainless steel cutlery produced
- 1916 — Brearley’s US patent granted; commercial production expands
- 1920s — Stainless steel adopted in food, medical, and architectural sectors
- 1930 — Chrysler Building completed with Nirosta stainless steel cladding
- 1934 — Burlington Zephyr — first major all-stainless steel vehicle structure
- 1939–1945 — WWII drives rapid expansion of stainless steel in aerospace and medicine
- 1968 — AOD process introduced, transforming economics of stainless steel production
- 1980s — Japan emerges as major stainless steel producer and innovator
- 2000s — China becomes world’s largest stainless steel producer
- 2010s — Indonesia becomes major NPI producer, transforming supply chains
- 2020s — Industry pursues decarbonisation; green hydrogen infrastructure emerges as growth market
15. Stainless Steel in the 21st Century: Digital Manufacturing and Smart Production
The 21st century has brought a new wave of transformation to stainless steel manufacturing, driven by digitalisation, automation, and advanced analytics. Modern stainless steel mills are increasingly equipped with real-time process monitoring systems using sensors and data analytics to continuously optimise temperature, chemistry, and mechanical properties throughout production. Artificial intelligence and machine learning algorithms analyse vast datasets to predict quality issues, optimise energy consumption, and reduce scrap rates, with several leading producers reporting significant improvements in yield and energy efficiency.
Additive manufacturing (3D printing) of stainless steel components is an emerging technology allowing the production of complex geometries impossible to achieve through conventional methods, growing rapidly in aerospace, medical, and high-value industrial applications. Digital twin technology — creating virtual models of physical production processes — allows manufacturers to simulate and optimise production parameters without the cost and risk of physical experimentation, dramatically accelerating new grade and process development.
14. The Metallurgical Science Behind Stainless Steel: Alloying, Phase Diagrams, and Microstructure
Understanding the history of stainless steel requires a deeper appreciation of the underlying metallurgical science that transformed early experimental observations into precise, repeatable industrial processes. The development of stainless steel is fundamentally the story of controlling alloying elements to engineer specific microstructures — and, with them, specific properties.
The Iron-Chromium Binary System
The foundation of all stainless steel is the iron-chromium (Fe-Cr) binary alloy system. Early researchers working in the 1890s and 1900s began systematically mapping the equilibrium phase diagram of this system, a task that required decades of painstaking experimental work. The Fe-Cr diagram reveals a critical feature: at chromium contents above approximately 12–13%, the high-temperature face-centred cubic (FCC) austenite phase is completely suppressed, and the alloy remains in the body-centred cubic (BCC) ferrite structure from solidification down to room temperature — the basis of the ferritic stainless steel family.
Adding nickel destabilises the BCC ferrite structure and expands the FCC austenite phase field dramatically downward in temperature. The iron-chromium-nickel (Fe-Cr-Ni) ternary system — fully characterised during the 1910s and 1920s by researchers at Krupp and other German institutions — explained why Maurer and Strauss’s 18Cr-8Ni composition (the precursor to AISI 304) remained fully austenitic at room temperature without heat treatment, giving it superior toughness, formability, and non-magnetic behaviour.
The Passivation Layer: Chemistry and Thickness
The most important technical concept in stainless steel is passivation — the spontaneous formation of a thin, dense, self-repairing chromium oxide (Cr₂O₃) film on the steel surface. This film, typically just 1–3 nanometres thick, is thermodynamically stable across a wide range of oxidising environments and prevents further diffusion of oxygen to the underlying metal.
Pioneering electrochemical studies by researchers including M. Faraday (who first described the passivation concept), C.J. Monypenny, and later U.R. Evans during the early 20th century established that the passive film requires a minimum chromium content of approximately 10.5% in the iron matrix to form reliably. Below this threshold, the oxide film is discontinuous and porous, offering only marginal protection. Above it, a coherent, adherent film forms within milliseconds of surface exposure to oxygen — even atmospheric oxygen is sufficient.
Modern analytical techniques, including X-ray photoelectron spectroscopy (XPS) and Auger electron spectroscopy (AES), have confirmed that the passive film is enriched in Cr₂O₃ relative to the bulk steel composition, with a thin outer layer of Cr(OH)₃. Molybdenum additions (as in AISI 316, developed commercially in the 1930s and standardised post-war) further stabilise the passive film in chloride-containing environments by forming molybdate species that preferentially adsorb at passive film defects, suppressing pitting initiation.
Carbon Content and Sensitisation: A Technical Challenge of the Early Production Era
One of the most significant technical challenges in early stainless steel production was sensitisation — a phenomenon whereby carbon, present in excess of approximately 0.03% by weight, combines with chromium at grain boundaries during thermal exposure in the 450–850°C range (such as during welding), precipitating chromium carbides (Cr₂₃C₆). This locally depletes the chromium content in the grain boundary zone below the critical 10.5% threshold, creating a corrosion-susceptible pathway around each grain — known as intergranular corrosion or weld decay.
Early stainless steels, including Brearley’s original martensitic compositions, typically contained 0.2–0.4% carbon, making sensitisation a serious practical limitation. Tackling this problem drove two major technical innovations:
- Stabilised grades (1920s–1930s): The addition of strong carbide-forming elements — titanium (producing AISI 321) or niobium/columbium (producing AISI 347) — that preferentially combine with carbon, preventing chromium carbide precipitation during welding. Developed primarily in Germany and the UK during the 1920s, these grades became standard in welded chemical plant construction.
- Extra-low carbon (ELC) grades (post-1968): The commercialisation of the Argon Oxygen Decarburisation (AOD) process in 1968 by Union Carbide made it economically feasible to reduce carbon to below 0.03% routinely, producing the L-grades (304L, 316L) that could be welded without sensitisation and without requiring post-weld annealing — revolutionising fabrication practice across the chemical, food, and pharmaceutical industries.
The Argon Oxygen Decarburisation (AOD) Process: Technical Detail
The AOD converter, introduced commercially at Joslyn Stainless Steels, Fort Wayne, Indiana in 1968, solved the central problem of stainless steel refining: how to remove carbon from molten steel containing chromium without simultaneously oxidising and losing the expensive chromium to slag.
In conventional oxygen steelmaking, blowing pure oxygen into liquid steel removes carbon via the reaction: C + ½O₂ → CO. However, thermodynamics dictate that at the temperatures and oxygen partial pressures used in basic oxygen furnaces, chromium is preferentially oxidised before carbon is reduced to low levels — making carbon removal from chromium-bearing melts prohibitively expensive before the AOD era.
The AOD process exploits a critical thermodynamic principle: diluting the partial pressure of CO in the gas phase above the melt shifts the equilibrium of the decarburisation reaction, allowing carbon to be preferentially oxidised even in the presence of chromium. By injecting a mixture of oxygen and inert argon (or nitrogen) through submerged tuyeres in the converter wall, the partial pressure of CO in the bubbles is reduced, making carbon oxidation thermodynamically favourable relative to chromium oxidation at temperatures of approximately 1600–1700°C.
The process operates in three stages: an initial oxygen-rich phase for bulk decarburisation, followed by progressively argon-richer blowing to achieve very low carbon levels, and finally a reduction stage in which silicon (as ferrosilicon) or aluminium is added to reduce chromium oxides from the slag back into the metal bath. Overall chromium recovery is typically 98–99%, compared to just 80–85% achievable in earlier electric furnace decarburisation methods — a dramatic improvement in yield and raw material efficiency.
Vacuum Oxygen Decarburisation (VOD) and Vacuum Induction Melting (VIM)
For ultra-high-purity and speciality stainless steel grades — particularly those required for nuclear, aerospace, and medical applications — even the AOD process cannot achieve sufficiently low levels of carbon, nitrogen, oxygen, and sulphur. Vacuum Oxygen Decarburisation (VOD), developed during the 1960s, refines the melt under a vacuum of 1–100 mbar, further reducing the equilibrium partial pressure of CO and enabling carbon contents below 0.005% to be achieved reliably.
Vacuum Induction Melting (VIM), followed by Vacuum Arc Remelting (VAR), produces the highest-purity stainless steel ingots used in critical applications. VAR involves remelting a consumable electrode of the alloy in a vacuum furnace, with solidification proceeding in a water-cooled copper crucible, producing exceptionally homogeneous, low-segregation microstructures essential for rotating components in gas turbines and heart implants.
Continuous Casting and Thin Strip Casting: Historical Development
Before continuous casting became standard in the 1960s and 1970s, stainless steel was produced as large ingots of up to 10 tonnes, which then required extensive hot working by forging and rolling to break down the as-cast microstructure and achieve acceptable mechanical properties. This process was energy-intensive and generated significant yield losses.
Continuous casting of stainless steel was significantly more challenging than for carbon steel due to the lower thermal conductivity of stainless grades, the different solidification characteristics of austenitic alloys (with a tendency toward hot cracking and sigma-phase formation at grain boundaries during slow cooling), and the higher viscosity of stainless steel slags. These challenges were systematically solved during the 1970s and 1980s through the development of specialised mould oscillation patterns, mould flux chemistries tailored for stainless grades, and secondary cooling water spray systems to control the solidification rate.
Twin-roll strip casting — casting steel directly into thin strip of 1–5 mm thickness, bypassing the hot rolling stage entirely — has been developed and commercialised for stainless steel since the 1990s by producers including Castrip LLC (for carbon steel) and Thyssen Krupp and IHI/Nucor for stainless grades. This technology reduces energy consumption by approximately 60% per tonne compared to conventional casting and hot rolling, and enables production of ultra-thin ferritic grades with fine grain structures not achievable by conventional rolling.
Conclusion: A Metal That Shaped the Modern World
The history of stainless steel manufacturing is, in many ways, the history of modern industrial civilisation. From the curious observations of metallurgists in early 19th-century France to the vast, computer-controlled rolling mills of 21st-century China and India, stainless steel has continuously evolved to meet the changing demands of human ingenuity and ambition.
Its story is one of simultaneous discovery and bitter patent disputes, of wartime necessity driving peacetime innovation, of architectural beauty married to industrial function. It is a story of a material that, once discovered, proved so fundamentally superior to its alternatives that it transformed entire industries and created entirely new ones.
Today, stainless steel is not merely a material — it is an enabler of modern life. The pipelines that deliver clean water to billions of people, the reactors that produce life-saving pharmaceuticals, the surgical instruments that repair human bodies, the renewable energy systems that will power the future — all depend on the extraordinary properties of this chromium-bearing alloy that a Sheffield metallurgist stumbled upon more than a century ago.
The future of stainless steel manufacturing is one of continued innovation: greener production methods, smarter factories, new grades for new challenges, and expanding applications in the technologies that will define the 21st century. The metal that shaped the modern world shows every sign of remaining indispensable to the world that comes next.
Need Expert Stainless Steel Parts Developed?
We are India’s leading specialists in stainless steel fittings, components, and precision manufacturing. If you are looking for high quality Stainless Steel Castings, Stainless Steel Parts, Stainless Steel Fittings, Stainless Steel fasteners etc., feel free to contact us,
Our team combines deep metallurgical knowledge with real-world manufacturing experience to create Stainless Steel Components and Stainless Steel Fittings of highest quality.
Contact Us Today — Let’s Build Your Stainless Steel Needs
Trusted by engineers, procurement managers, and industrial buyers worldwide.